全国服务热线:
全国服务热线:
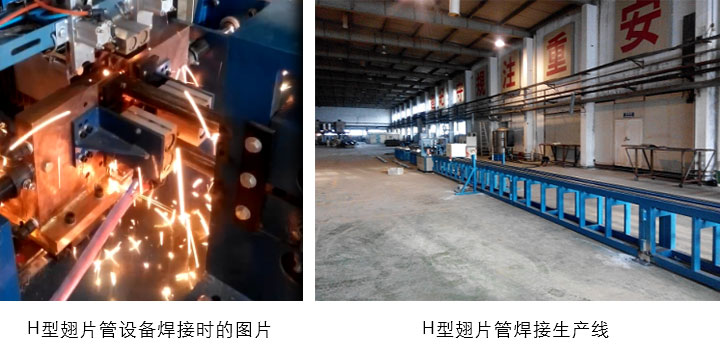
H型翅片管焊接设备简介
一、产品简介
为满足国内锅炉等行业对H型、双H型翅片的需要,我公司在参考国内外H型翅片管焊接设备的基础上,成功地研制出新型的H型翅片生产设备。设备主要是根据闪光电阻焊工作原理,采用微机控制调压、调功焊接电源,将翅片焊接在钢管的两边,形成H型翅片管产品。我公司H型翅片管焊接设备有如下技术特点:
1、在控制方面我公司采用触摸屏、PLC控制。焊接参数可由触摸屏直输入,具有翅片自动上料,自动定尺移动、自动保护及故障显示等自动控制控制功能。
2、根据实际生产的需要我公司在该设备上增加了焊接翅片数量设定及不焊接翅片光管间隔定尺设定功能,可以实现一根H型翅片管分段焊接的功能。
3、焊接电源是我公司根据H型翅片管的焊接工艺要求专门设计的,该焊接电源采用微电脑控制,焊接输出功率可根据焊接工艺要求设定并自动调节。
4、将焊接工艺程序化,焊接分为小电流闪光电阻焊、大电流电阻焊、及小电流回火保温三个工艺阶段。该设备可根据焊接工艺要求调节焊接初始电流、焊接电流和焊接回火电流。可是确保翅片的焊接牢度,确保翅片焊接质量符合H型翅片管标准。
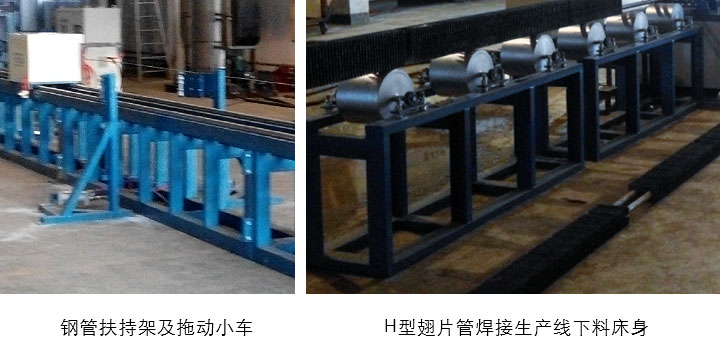
5、床身采用方管框架式结构,轨道采用精密直线导轨,驱动电机采用伺服电机,拖动平台行走平稳,翅片间距准确一致。
6、焊接电源是我公司与华北电力学院共同开发研制的专门用于H型翅片管的中频逆变焊接电源。中频逆变焊机的输出电流为直流形式,具有控制精度高、输出电流稳定、感抗影响小、焊接变压器质量轻、飞溅少等优点。,其主要特点如下:
(1)本控制器的输出频率为3KHz,与市场上现有的1KHZ的中频逆变焊接电源具有电流调节快速准确,电流波纹系数小、输出电流平滑、焊接同样规格的H型翅片管所需功率小、节能等特点,是普通工频焊机很难达到的(见附2工频电阻焊控制器与中频电阻焊控制器电流电压对比图),现已成为实现高质量焊接的必备设备之一
(2)可储存16条焊接规范供用户调用预先设置,使用时直接按需调用即可
(3)连续循环执行多规范焊接解决连续焊接时,同一工件上不同位置焊点使用不同工艺的问题,省去人为切换焊接规范的繁琐工作;
(4)可设定预热电流、焊接电流和回火电流有效解决了焊接过程中产生的喷溅和焊接结束后的工件淬火问题,三个放电脉冲可单独设置并且单独或任意组合使用;
(5)电流缓升和缓降功能有效避免焊接时产生喷溅和熔核成形不良等问题,获得良好的物理性能;
(6)可用于焊接特殊材料 用于焊接铝、镀锌金属等材料,焊接效果良好;
(7)计数功能对焊接次数进行统计,使用此功能,可方便地了解工作效率;
(8)具有单次/连续点焊功能;
(9)故障诊断和自动保护功能在工作过程中,控制器如检测到情况异常,会自动关闭输出并对故障原因友情提示;
(10)节能三相电源输入,工作频率高,变压器损耗小,节能效果显著
(11)通讯及BCD码控制功能 可外接工控机、PLC等控制设备,实现远程控制,自动化管理,提高工作效率;
(12)采用单片机作为主控单元电路简洁、高度集成化、智能化,降低了本品的故障率,更便于维护和保养。

D50-H型主控制台
H型翅片管焊接设备技术参数
| 序号 | 技术参数名称 | 技术参数 |
| 1 | 焊接形式 | H型(方形)单、双管翅片管 |
| 2 | 基管直径 | φ25-φ51 |
| 3 | 翅片厚度 | 2mm-3mm |
| 4 | 钢管长度 | 1-6m |
| 5 | 焊接时间 | 每对翅片焊接时间<3秒 |
| 6 | 焊接材料 | 碳钢(基管)+碳钢(翅片) |
| 7 | H翅片管焊接质量 | 参考《东方锅炉(股份)有限公司企业标准(GB-1025-2004)》 |
| 8 | H型翅片管焊接电源输入电源 | 三相 380V 50HZ |
| 9 | 最大耗电 | 400KVA |
| 10 | 焊接电源冷却方式 | 水冷 |
| 11 | 用户需提供的技术条件 | 用户负责将设备所需水、电、气接到设备接口处,提供水、电、气的附属设备及相关材料由需方配置和购买。 其中: (1)焊接气动所需气源 压力:0.6-0.8MPa 气体消耗量~10立方米/小时;(2)动力电源:三相 380 V 50 HZ 容量400KVA |
三、H 型翅片管焊接设备配置
| 序号 | 型号 | 部件名称 | 数量 | 备注 |
| 1 | D50-H | H型焊接设备主机 | 1台 | |
| 2 | D50-H | 翅片管焊接电源 | 1台 | |
| 3 | D50-H | 钢管上料床身 | 8米 | |
| 4 | D50-H | 拖动装置 | 1台 | |
| 5 | D50-H | 总控制台 | 1台 | |
| 6 | D50-H | 翅片管下料床身 | 6米 |
四、主要电器控制器件选用厂家一览表